




在复杂的工业生产世界中,为工业采购商、工程师和项目经理做出关于制造工艺的明智决策至关重要。技术的选择可以深刻影响项目的成本、时间表、质量和整体成功。深入了解可用的选项可确保最终产品不仅满足其功能要求,而且能够高效且经济地生产。正是在这里,像挤压这样通用而强大的工艺走在了现代制造业的前沿。
挤压是现代工业的基石,负责创造我们日常生活中遇到的大量产品,从摩天大楼幕墙的铝框架到医疗设备中使用的复杂塑料管。它能够以多种材料生产连续、均匀的横截面,使其成为制造既坚固又轻便的零件不可或缺的工具。对于马来西亚及全球的工业采购商而言,了解挤压的原理、优势和应用是开启创新高效制造解决方案的关键。本指南将全面探讨挤压工艺,提供利用此技术为您下一个项目服务所需的知识。
什么是挤压?
从本质上讲,挤压是一种成型工艺,涉及将材料推或拉过一个成型模具,以制造出具有固定横截面轮廓的物体。其原理非常简单,可以想象成从管中挤出牙膏——牙膏以管口圆形开口的形状出现。在工业环境中,同样的原理以巨大的力量应用于金属、塑料和陶瓷等材料,以生产出高度复杂和精确的形状。
挤压的基本原理很简单:将一块原材料坯料强行通过模具,这是一种带有定制开口的专用工具。当材料通过这个开口时,它被塑造成一个连续的型材。这种型材,被称为挤压件(extrudate),保持与模具开口完全相同的横截面形状。该工艺因其能够制造非常复杂的横截面以及加工脆性材料而备受推崇,因为材料只承受压缩应力和剪切应力。它还能产生出色的表面光洁度,并在设计过程中提供了相当大的形状自由度。
技术的简要演变
挤压的历史可以追溯到18世纪末。1797年,英国发明家约瑟夫·布拉马(Joseph Bramah)为制造铅管申请了第一个挤压工艺专利。他使用手动柱塞将加热的铅强行通过模具。这项创新是革命性的,因为在此之前,铅管是通过费力地弯曲和焊接扁平金属板制成的。
该工艺在19世纪和20世纪取得了显著的进步。1820年托马斯·伯尔(Thomas Burr)发明了液压机,为挤压更硬的金属提供了巨大的力量。在19世纪后期,亚历山大·迪克(Alexander Dick)开发了铜和黄铜合金的挤压技术,这一突破使得能够为工业应用生产无缝管材和棒材。
20世纪见证了挤压技术应用于更广泛的材料,最著名的是铝和塑料。20世纪初铝挤压技术的发展改变了游戏规则,为轻质、耐腐蚀的部件铺平了道路,这些部件后来成为航空航天、汽车和建筑行业的关键。二战后高分子科学的蓬勃发展导致了塑料挤压的兴起,使得从PVC管到窗框和食品包装的一切都变得司空见惯。今天,挤压是一种高度精密、由计算机控制的工艺,能够为众多高科技应用生产具有严格公差的复杂型材。
挤压工艺是如何工作的?
虽然基本原理很简单,但工业挤压工艺是一个精确的、多步骤的操作。具体参数可能因所用材料和期望结果而有很大差异,但总体工作流程保持一致。
分步说明
- 准备原材料: 该过程从原材料开始,通常是坯料(用于金属)、颗粒或粉末(用于塑料)的形式。对于金属,这些坯料通常被铸造成特定的直径,并切割成最适合挤压机长度的尺寸。材料必须清洁无污染物,以确保高质量的最终产品。
- 加热或熔化: 这一步至关重要,它决定了是热挤压还是冷挤压。
- 对于金属(热挤压): 金属坯料在炉中预热至其再结晶温度以上但低于其熔点的温度。对于铝,这通常在450°C到500°C(到)之间。这种加热使金属更具延展性,更容易通过模具,减少了所需的压力,并允许制造更复杂的形状。
- 对于塑料: 原始塑料颗粒被送入挤出机一端的料斗中。然后,一个长的旋转螺杆将这些颗粒沿着加热的料筒向前输送。螺杆运动产生的摩擦和外部加热器的共同作用使塑料熔化,将其变成均匀的、准备成型的熔融液体。
- 通过模具强压成型: 这是挤压过程的核心。
- 在金属挤压中: 加热的坯料被转移到挤压机上。然后一个强大的液压冲头对坯料施加巨大的压力(范围从100吨到超过15,000吨),迫使其通过钢制模具。模具本身是一个淬硬的钢盘,带有一个或多个形成所需型材的开口。
- 在塑料挤压中: 在旋转螺杆的推动下,熔融塑料被迫通过料筒末端的模具板,以连续型材的形式挤出。
- 冷却和切割: 当挤压件从模具中出来时,它被引导到一个滑出台上。然后以受控的方式进行冷却,以固化形状并获得所需的金相性能(对于金属)或物理特性(对于塑料)。冷却方法包括空气淬火、水喷淋或浸入水浴。冷却后,长的连续型材被拉伸以矫直并消除内应力。最后,它被切割成所需的长度,范围可以从几厘米到几米。
模具类型和生产的形状
模具是决定挤压件最终形状的最关键部件。模具经过精心设计,并由高强度工具钢加工而成,以承受工艺中的极端压力和温度。它们可以分为三种主要类型:
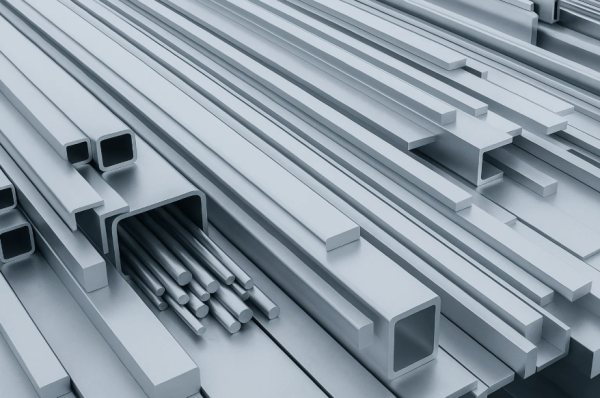
- 实心模具(Solid Dies): 这是最简单的类型,用于生产实心型材,如棒材、条材和角材。
- 空心模具(Hollow Dies 或 Porthole Dies): 这些模具更复杂,用于制造空心形状,如管道、管材和方形型材。它们通过将材料流分成独立的流,然后在它们离开模具之前在一个腔室中将它们重新焊接在一起来工作。
- 半空心模具(Semi-Hollow Dies): 这些用于部分封闭的形状,例如带有悬垂特征的C形槽。
模具设计的多功能性允许几乎无限多样的形状,从简单的圆形和方形到为特定功能(如散热器或互锁建筑系统)设计的极其复杂和多空腔的空心型材。
什么材料可以被挤压?
多种材料都可以成功挤压,每种材料都具有独特的性能,使其适用于不同的应用。材料的选择是一个关键决定,直接影响工艺参数,如温度、压力和挤压速度。
金属
- 铝: 这是迄 远最常被挤压的金属。其轻质、高强度重量比、优异的耐腐蚀性和导热性使其成为无数应用的理想选择。常见的合金包括用于结构部件的6061和用于需要精细表面光洁度的建筑应用的6063。
- 铜: 因其卓越的导电和导热性而备受推崇,铜被挤压成用于电线、管道和热交换器的管材、电线、棒材和母线。
- 钢: 虽然由于其较高的熔点和强度,钢比铝更难挤压,但钢挤压被用于为汽车和工业应用制造无缝管和复杂型材。不锈钢、碳钢和合金钢都可以被挤压。
- 其他金属: 镁、钛、铅和锌也可以在其特定性能有需求的专业应用中被挤压。
塑料
塑料挤压是一种大批量工艺,用于制造大量的消费品和工业品。
- 聚氯乙烯(PVC): 一种通用且成本效益高的塑料,PVC被广泛挤压用于生产管道、窗框、壁板、电线导管和装饰条。
- 聚乙烯(PE): 该塑料家族包括用于耐用管道和容器的高密度聚乙烯(HDPE),以及用于塑料薄膜和袋子的低密度聚乙烯(LDPE)。
- 丙烯腈-丁二烯-苯乙烯(ABS): 以其韧性和抗冲击性而闻名,ABS被挤压成用于汽车零件和消费电子产品的管道、型材和板材。
- 其他塑料: 聚丙烯(PP)、聚苯乙烯(PS)、聚碳酸酯(PC)和尼龙也常被挤压用于制造从包装和管材到机器护罩和结构部件的各种产品。
陶瓷及其他材料
挤压不仅限于金属和塑料。像陶瓷这样的脆性材料可以通过将陶瓷粉末与增塑剂混合形成糊状物来进行挤压。然后将这种糊状物挤压并在窑中烧制,以制造高强度陶瓷管、催化剂载体和过滤器。面食、早餐麦片和零食等食品也使用挤压技术制成。
材料选择如何影响工艺参数
所选的材料决定了挤压工艺的整个设置。
- 温度: 金属需要非常高的温度才能变得有延展性,而塑料在显著较低的温度下熔化。
- 压力: 像钢这样的硬质材料比铝或塑料等软质材料需要来自液压冲头的更大力量。
- 挤压速度: 材料可以被推过模具的速度各不相同。较软的铝合金可以比高强度钢合金挤压得更快。
- 模具设计和材料: 模具必须由能够承受特定温度和压力的材料制成。与用于塑料的模具相比,钢挤压需要由更高级的工具钢制成的模具。
挤压工艺的类型
为了适应各种材料和所需的零件复杂性,已经开发了几种挤压工艺的变体。
- 热挤压与冷挤压: 这是最基本的分类。
- 热挤压 在材料的再结晶温度以上进行。这使得材料更容易通过模具,并允许制造更复杂的形状。大多数金属,如铝,都是热挤压的。
- 冷挤压 在室温或接近室温下进行。它需要更高的压力,但能产生具有优异强度(由于加工硬化)、更严格公差和更好表面光洁度的零件。它常用于较软的金属,如铝、铜和锡,以生产可折叠管(用于牙膏)和汽车部件等零件。
- 直接挤压与间接挤压:
- 直接挤压(或正向挤压) 是最常见的方法。将坯料放入容器中,然后由冲头将其推过固定的模具。坯料和容器壁之间存在相当大的摩擦力,这增加了所需的力。
- 间接挤压(或反向挤压) 涉及一个装有模具的空心冲头。冲头移入固定的坯料中,迫使材料向后流过模具。这种方法消除了坯料和容器之间的摩擦,需要较小的力。它通常能生产出性能更一致的零件。
- 连续挤压与半连续挤压:
- 半连续挤压,如分步过程中所述,使用单个坯料生产长但有限长度的挤压件。这是大多数金属挤压的标准方法。
- 连续挤压 旨在创造无尽的产品。一种称为Conform工艺的方法使用带有凹槽的旋转轮连续进料和压缩原料(通常是粉末或颗粒),并将其强行通过模具。这在生产铜和铝线中很常见。塑料挤压也是一个连续过程。
- 静液挤压: 在此工艺中,坯料完全被加压流体包围,然后该流体被强行通过模 new。这种流体压力消除了坯料和容器壁之间的摩擦,允许挤压那些在直接挤压力下可能会破裂的脆性材料。
- 冲击挤压: 一种冷挤压类型,其中一块材料坯料被放置在模具中,并被冲头高速撞击。材料被迫围绕冲头向后流动,形成薄壁空心形状。此方法用于快速生产铝制饮料罐和电池外壳等物品。
挤压的优势
挤压在众多行业中的广泛采用证明了其相对于其他制造方法的显著优势。
- 能够生产复杂的横截面: 这可以说是最显著的好处。挤压可以创建复杂的型材,包括复杂的空心形状,而使用其他方法经济地生产这些形状将是困难或不可能的。
- 优异的表面光洁度: 挤压件通常具有非常光滑和一致的表面光洁度,通常无需进行二次精加工操作。
- 材料效率和减少浪费: 挤压是一种近净成形工艺。材料在一次通过中被塑造成最终型材,与像机加工这样的减材制造方法相比,产生的废料非常少,后者会切削掉大量的材料。
- 高生产率: 特别是对于塑料和像铝这样的某些金属,挤压是一种连续或半连续的过程,可以快速高效地生产大量产品,从而降低单位零件成本。
- 一致性和可重复性: 一旦模具完善,挤压过程就可以生产出数千米具有完全一致横截面的产品,确保了零件之间的高度可重复性。
- 增强的强度: 对于金属,挤压过程可以改善材料的晶粒结构和机械性能,从而产生更坚固、更耐用的零件。
挤压的常见工业应用
挤压的多功能性使其成为几乎所有主要行业的基础工艺。
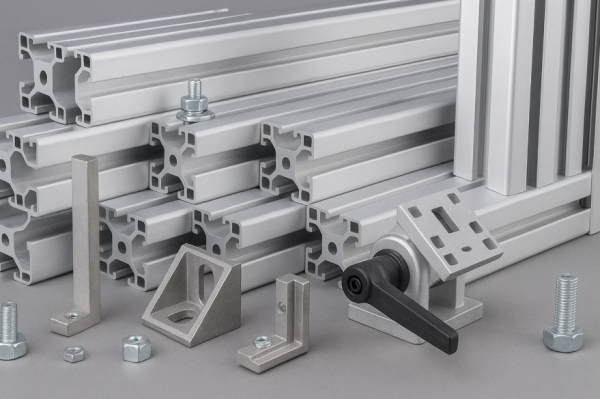
- 建筑业: 建筑业是挤压产品的大量消费者。铝挤压件用于门窗框架、幕墙系统、栏杆和结构部件。PVC被挤压用于管道、导管、壁板和地板。
- 汽车业: 在追求更轻、更省油的车辆的过程中,铝挤压件用于车辆框架、车身面板、装饰件和电动汽车的电池外壳。塑料挤压件用于密封件、管材和内饰。
- 电子业: 铝优异的导热性使其成为挤压散热器的完美材料,这对于冷却CPU、LED和其他电子元件至关重要。塑料挤压件构成各种设备的外壳和机箱。
- 航空航天: 轻质、高强度的铝和钛挤压件用于飞机结构件,如纵梁、翼梁和座椅导轨,在这些地方,减轻重量而不损害安全至关重要。
- 消费品: 从淋浴门的框架到冰箱制冰机中的塑料管,再到高端笔记本电脑的铝制机身,挤压件在我们日常使用的产品中无处不在。
挤压与其他成型技术的比较
选择正确的制造工艺需要比较每种方案的优缺点。
- 比较挤压与铸造、锻造和机加工:
- 与铸造(Casting)相比: 铸造涉及将熔融材料倒入模具中。虽然非常适合制造非常复杂的三维形状,但铸造通常会导致比挤压更差的表面光洁度和较不精确的尺寸公差。挤压仅限于二维横截面,但提供优越的强度和表面质量。
- 与锻造(Forging)相比: 锻造使用压缩力(锤击或压制)来成型金属。它生产的零件具有出色的强度和抗疲劳性。然而,锻造通常更昂贵,并且不太能够生产出挤压标志性的长、连续和复杂的型材。
- 与机加工(CNC)相比: CNC机加工是一种减材制造工艺,从实心材料块上切削出零件。它提供令人难以置信的精度,并且几乎可以创建任何几何形状。然而,它可能速度慢并且产生大量材料浪费,使其对于具有恒定型材的零件的大批量生产来说成本高昂。对于这类零件,挤压在材料效率和速度上远胜一筹。
- 何时选择挤压: 当您需要一个具有恒定横截面的零件时,挤压是理想的选择,特别是如果该型材很复杂。它在中到大批量生产中表现出色,因为模具的初始成本可以分摊到许多零件上。它也是制造长线性组件的首选方法。
- 成本和产量考虑: 挤压的主要前期成本是模具的制造,根据其复杂性,其成本可能从几百美元到数千美元不等。这使得挤压对于非常小批量的一次性生产来说不太经济。然而,对于中到大批量,高生产速度和低材料浪费使得单位零件成本极具竞争力。
挤压件的设计注意事项
为了充分利用挤压工艺,设计师必须在产品开发阶段考虑几个关键因素。
- 横截面复杂性: 虽然挤压可以生产高度复杂的形状,但更简单、更对称的设计通常更容易、更便宜地挤压。避免极薄的壁、深而窄的通道和尖角,这些可能难以填充并可能导致模具失效。
- 可达到的公差: 挤压可以保持相当严格的公差,但它们不如CNC机加工所能达到的那么精确。铝挤压件的标准公差通常在±0.1mm到±0.5mm左右,具体取决于特征和型材的整体尺寸。
- 材料选择: 材料合金(对于金属)或聚合物等级(对于塑料)的选择至关重要。这一决定不仅影响最终零件的性能(强度、耐腐蚀性等),还影响其可挤压性和成本。
- 表面光洁度要求: 挤压件天然具有良好的表面光洁度。但是,如果需要特定的美观或功能性光洁度(例如,哑光、拉丝或高度抛光),则应加以说明。
- 挤压后处理: 许多挤压件会进行二次操作才能成为成品。这些常见的处理包括:
- 切割: 将长挤压件精确切割成最终长度。
- 阳极氧化(Anodizing): 一种用于铝的电化学过程,可产生耐用、耐腐蚀和装饰性的氧化层。
- 粉末涂层(Powder Coating): 施加干粉末,然后通过加热固化,形成坚硬、保护性和彩色的涂层。
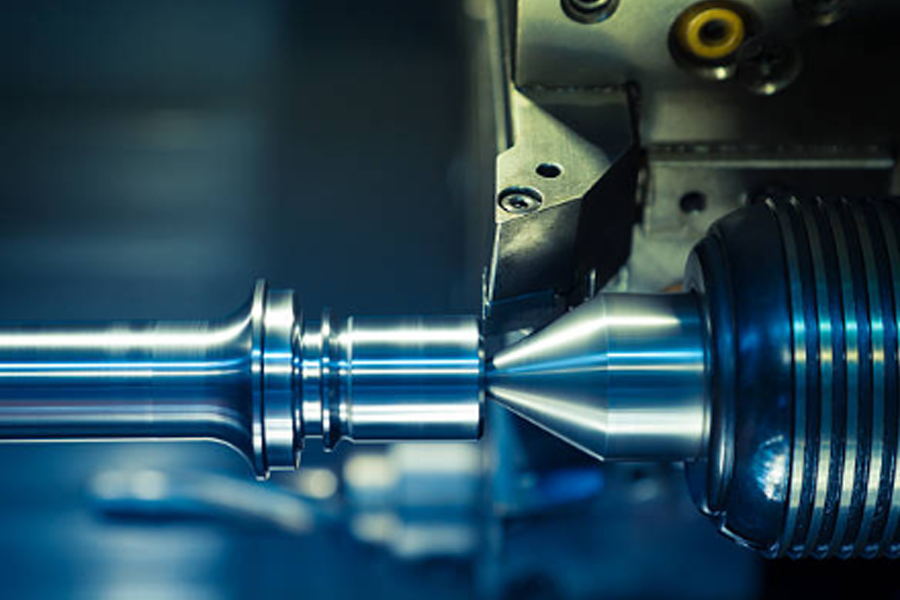
- CNC机加工: 对于模具无法制造的特征,如孔、螺纹、凹槽和精密端面切割,CNC机加工通常被用作至关重要的二次工艺。
挤压与CNC机加工的协同作用
虽然挤压是制造线性型材的强大工艺,但正是与精密CNC(计算机数控)机加工的结合才释放了其全部潜力。挤压型材通常只是起点——一个需要进一步精加工才能成为功能性组件的近净成形件。正是在这里,两个过程之间的协同作用变得无比宝贵。CNC机加工可以以令人难以置信的精度为挤压型材添加复杂特征,例如:
- 钻孔和攻丝: 为装配制造精确的孔和内螺纹。
- 铣削: 加工凹槽、槽口、倒角和复杂轮廓。
- 精密切割: 实现超出标准挤压锯能力的高精度长度和斜接端面。
通过从定制挤压件开始,制造商可以大大减少需要机加工去除的材料量,与从实心料块加工相同零件相比,可节省大量时间、成本和材料浪费。
与Ares Precision合作满足您的制造需求
了解像挤压这样的工艺的复杂性是第一步。下一步,也是最关键的一步,是与能够将您的设计转化为高质量成品组件的制造专家合作。虽然挤压提供了一种高效的方式来创建定制型材,但这些型材几乎总是需要CNC机加工的精度来满足其最终规格。
在 Ares Precision,我们专注于在马来西亚本地提供专业、高质量的CNC机加工服务。我们了解整个制造生态系统,并经常处理挤压材料,将其从原始型材转变为准备装配的成品零件。我们最先进的设备和经验丰富的团队可以添加关键特征——精确的孔、螺纹、凹槽和精加工——将简单的挤压件转变为复杂的功能性组件。无论您身处汽车、电子、建筑还是消费品行业,我们都拥有专业知识,能够交付满足最严格质量标准的零件。不要让您的项目受限于单一工艺。利用高效材料成型和精密机加工的综合力量。立即联系Ares Precision,讨论您的下一个项目,并发现我们专业的CNC机加工服务如何将您的设计变为现实。
