



在 CNC 加工中,面铣与端铣几乎无处不在。面铣擅长高速扫平大平面,为后续工序提供基准;端铣则深入口袋、开槽、侧铣轮廓,甚至 5 轴雕刻复杂曲面。若不区分二者的几何特点、切削受力与适用场景,就可能造成过切、振纹或工时浪费。本篇全面对比面铣与端铣的差异,帮助工艺工程师制定最优刀路组合。
1. 基本定义
| 对比项 | 面铣 (Face Milling) | 端铣 (End Milling) |
|---|---|---|
| 主要切削刃 | 刀盘底面可转位刀片 | 刀具周刃及端刃 |
| 典型用途 | 铣平大面积平面 | 开腔、铣槽、侧壁、3-D 曲面 |
| 刀具外形 | 大直径圆盘式 | 圆柱形,多种刃型 |
| 排屑方向 | 径向甩出 | 顺螺旋槽上排,需冷却冲屑 |
2. 刀具与切削动作
-
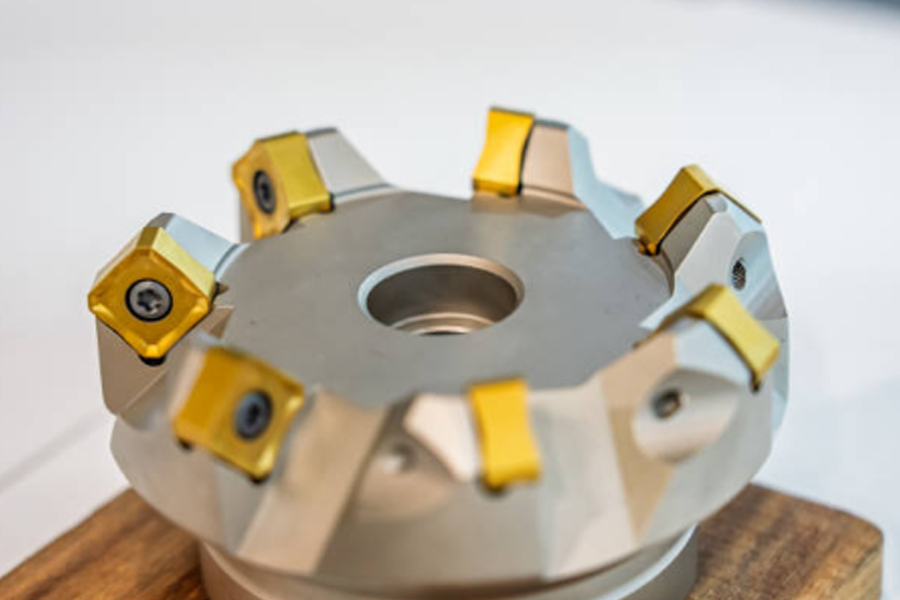
面铣刀盘:Ø50–300 mm,多刀片同步进刀;切削宽、效率高。
-
端铣刀:Ø1–25 mm;平底、球头、圆鼻、倒角等;既能侧铣又能插铣。
3. 机床走刀策略
-
面铣:网格或螺旋走刀,切深 0.25-2 mm,齿进给大。
-
端铣:沿特征刀路走,HEM 可轴向 10×D,小径高效粗铣。
4. 表面品质
面铣可达 Ra 0.5-1.6 µm(配抹光刀片 <0.2 µm);端铣一般 0.8-3.2 µm,台阶纹取决于步距。
5. 去除率
面铣大直径+多齿——铝材可 >1000 cm³/min;端铣借助自适应刀路在深腔内表现优异。
6. 行业实例
| 行业 | 面铣任务 | 端铣任务 |
|---|---|---|
| 汽车 | 缸体平台、缸盖平面 | 油道口袋、正时槽 |
| 航空 | 梁板结合面 | 轻量化口袋、叶盘五轴铣 |
| 医疗 | 夹具基准面 | 植入体曲面、锁钉槽 |
| 电子 | 散热基面 | 微型芯片腔、薄壁槽 |
7. 成本要素
刀盘+可转位片每刃成本低;整体硬质合金端铣需重磨或报废。面铣可迅速出基准缩短总节拍。
8. 典型切削参数
-
面铣碳钢:Vc 200 m/min,fz 0.15 mm。
-
端铣铝:Vc 400 m/min,fz 0.08 mm。
9. 常见误区
-
用小端铣大面积找平 → 低效。
-
面铣刀直插 → 刀片崩裂。
-
深槽排屑不足 → 需高压冷却或气吹。
10. 混合工艺示例
平面先面铣 → HEM粗铣口袋 → 小刀精刃侧壁 → 球刀光刀曲面,一气呵成。

结论
面铣与端铣各司其职、相辅相成。合理调配可兼顾效率与品质。Ares Precision 配备高速面铣头及全系列硬质合金端铣刀,日常为客户加工钢、铝、钛等高精度零件。若您需要最快的基准扫平或复杂 5 轴曲面加工,欢迎联系 Ares Precision,共同优化您的下一道 CNC 工序。
