


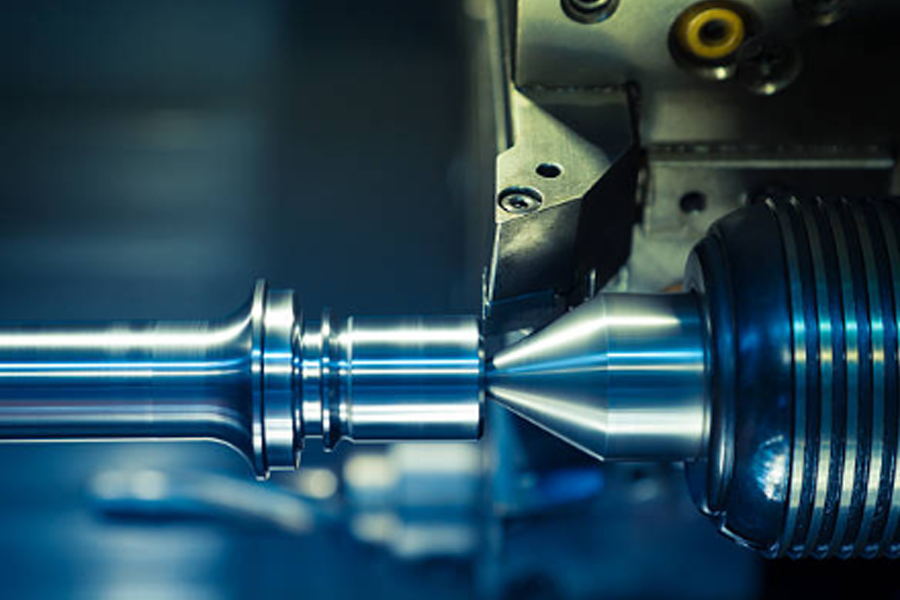

Face milling dan end milling ialah dua teknik asas dalam pemesinan CNC yang kerap dipadankan dalam satu kitaran kerja yang sama. Face milling pantas menala permukaan menjadi benar-benar rata, manakala end milling menggali poket, memprofil dinding sisi, dan membentuk kontur 3-D yang kompleks. Memahami beza cara pemotong berfungsi, kadar suapan, nisbah kedalaman potong, dan keperluan kekakuan akan membantu jurutera proses memilih strategi paling pantas, tepat dan menjimatkan alat.
Definisi Teras
| Aspek | Face Milling | End Milling |
|---|---|---|
| Tepi Pemotong Utama | Sisipan pada muka bawah | Bilah/flut pada sisi (serta hujung) |
| Tujuan Lazim | Meratakan permukaan luas | Menggorek poket, slot, kontur |
| Rupa Alat | Diameter besar, sisipan boleh ditukar | Silinder pejal atau bersisipan, pelbagai geometri |
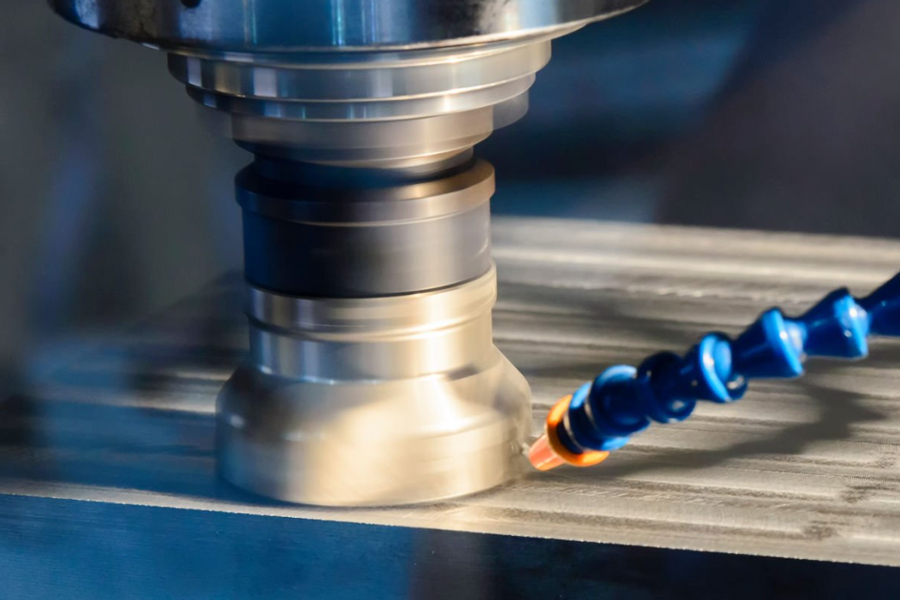
| Aliran Serpihan | Ke sisi luar cakera | Naik sepanjang flut—perlukan flush coolant |
2. Geometri Alat & Aksi Pemotongan
-
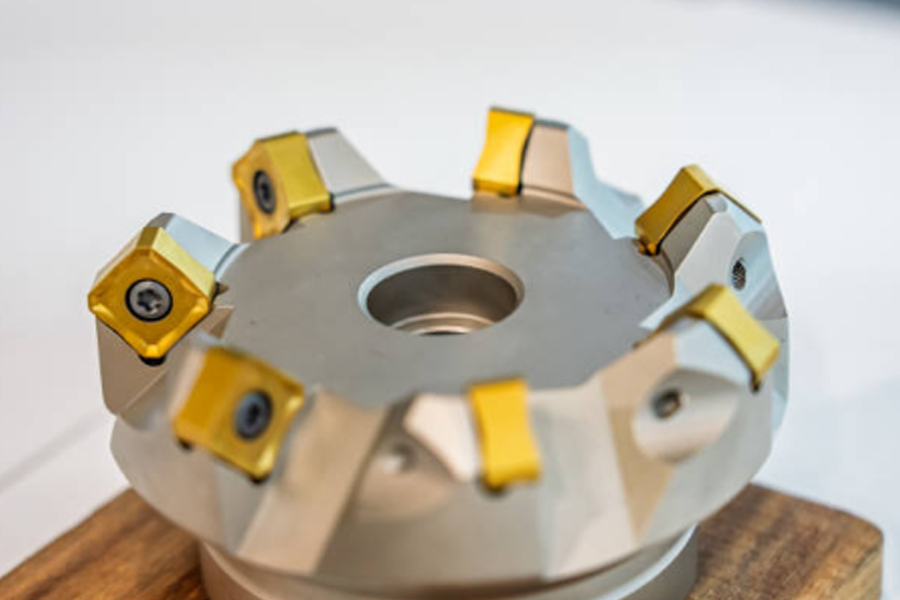
Face mill: Cakera Ø50–300 mm, banyak sisipan; hanya bahagian muka memotong → kadar keluaran cip tinggi.
-
End mill: Silinder Ø1–25 mm; flut berpilin memotong sisi dan boleh meredah secara heliks. Jenis termasuk rata, hujung bola, bull-nose, chamfer.
3. Gerakan Mesin
-
Face milling – Lintasan grid/spiral, kedalaman cetek 0.25-2 mm, suapan gigi tinggi.
-
End milling – Laluan mengikut geometri poket/profil; boleh 5-paksi; kedalaman paksi boleh ≥ 10×D dengan strategi HEM.
4. Kualiti Permukaan
Face milling → Ra 0.5–1.6 µm (boleh <0.2 µm). End milling → 0.8–3.2 µm; permukaan lantai bergantung step-over.
5. Kadar Penyingkiran Bahan
Face mill (Ø125 mm, 8 sisipan) boleh >1000 cm³/min pada aluminium. End mill mengejar melalui HEM tetapi tetap terbaik untuk ciri dalaman.
6. Aplikasi Mengikut Industri
| Industri | Face Milling | End Milling |
|---|---|---|
| Automotif | Meratakan dek blok enjin | Poket galeri minyak, slot |
| Aeroangkasa | Pad pemasangan | Poket ringan, impeler 5-paksi |
| Perubatan | Datum fikstur ortopedik | Kontur implan, alur skru |
| Elektronik | Permukaan hubung haba | Poket cip mikro |
7. Pertimbangan Kos
Face mill perlukan badan + sisipan berpusing (kos sepinggan ↘). End mill karbida perlu diganti/resharp. Face milling jimat masa set-up; end milling dominan untuk permukaan 3-D.
8. Feeds & Speeds Contoh
-
Face milling keluli: Vc 200 m/min, fz 0.15 mm.
-
End milling aluminium: Vc 400 m/min, fz 0.08 mm.
9. Kesilapan Biasa
-
Guna end mill ratakan kepingan besar → buang masa.
-
Menjunamkan face mill seperti gerudi → patah alat.
-
Tidak keluarkan cip dalam poket dalam.

10. Strategi Hibrid
-
Face mill untuk datum.
-
End mill HEM kasar poket.
-
End mill kecil finish dinding.
-
Ball-nose surfacing 3-D.
Kesimpulan
Face milling + end milling ialah pasangan serasi: satu untuk permukaan rata, satu lagi untuk ciri terperinci. Ares Precision menggabungkan kepala face-milling berprestasi tinggi dan stok end mill karbida terkini untuk menghasilkan komponen toleransi ketat dalam keluli, aluminium, dan titanium. Hubungi kami untuk memaksimumkan kecekapan projek CNC anda.
