




Extrusion is a cornerstone of modern industry, responsible for creating a vast array of products we encounter daily, from the aluminum frame of a skyscraper’s curtain wall to the intricate plastic tubing used in medical devices. Its ability to produce continuous, uniform cross-sections in a variety of materials makes it an indispensable tool for creating parts that are both strong and lightweight. For industrial buyers in Malaysia and across the globe, understanding the principles, advantages, and applications of extrusion is key to unlocking innovative and efficient manufacturing solutions. This guide will provide a comprehensive exploration of the extrusion process, offering the knowledge needed to leverage this technique for your next project.
What Is Extrusion?
At its core, extrusion is a forming process that involves pushing or drawing a material through a shaped die to create an object with a fixed cross-sectional profile. The principle is remarkably simple and can be visualized by thinking of squeezing toothpaste from a tube—the toothpaste emerges in the shape of the tube’s circular opening. In an industrial setting, this same principle is applied with immense force to materials like metal, plastic, and ceramic to produce highly complex and precise shapes.
The basic principle of extrusion is straightforward: a billet of raw material is forced through a die, which is a specialized tool with a custom-cut opening. As the material passes through this opening, it is shaped into a continuous profile. This profile, known as the extrudate, maintains the exact cross-sectional shape of the die opening. The process is valued for its ability to create very complex cross-sections and to work materials that are brittle, because the material only encounters compressive and shear stresses. It also produces an excellent surface finish and gives considerable freedom of form in the design process.
A Brief Evolution of the Technique
The history of extrusion dates back to the late 18th century. In 1797, Joseph Bramah, an English inventor, patented the first extrusion process for making lead pipe. He used a hand-driven plunger to force heated lead through a die. This innovation was revolutionary, as previously lead pipes were laboriously created by bending and soldering flat sheets of metal.
The process saw significant advancements throughout the 19th and 20th centuries. The invention of the hydraulic press by Thomas Burr in 1820 provided the immense force needed to extrude harder metals. In the late 19th century, Alexander Dick developed the extrusion of copper and brass alloys, a breakthrough that enabled the production of seamless tubes and rods for industrial applications.
The 20th century witnessed the application of extrusion to a wider range of materials, most notably aluminum and plastics. The development of aluminum extrusion in the early 1900s was a game-changer, paving the way for lightweight, corrosion-resistant components that would become essential in the aerospace, automotive, and construction industries. The post-World War II boom in polymer science led to the rise of plastic extrusion, making everything from PVC pipes to window profiles and food packaging commonplace. Today, extrusion is a highly sophisticated, computer-controlled process capable of producing intricate profiles with tight tolerances for a multitude of high-tech applications.
How Does the Extrusion Process Work?
While the fundamental principle is simple, the industrial extrusion process is a precise, multi-step operation. The exact parameters can vary significantly based on the material being used and the desired outcome, but the general workflow remains consistent.
Step-by-Step Explanation
- Preparing Raw Material: The process begins with the raw material, which is typically in the form of billets (for metals), pellets, granules, or powder (for plastics). For metals, these billets are often cast to a specific diameter and cut to a length that is optimized for the extrusion press. The material must be clean and free of contaminants to ensure a high-quality final product.
- Heating or Melting: This step is crucial and defines whether the process is hot or cold extrusion.
- For Metals (Hot Extrusion): The metal billet is preheated in a furnace to a temperature above its recrystallization point but below its melting point. For aluminum, this is typically between 450°C and 500°C ( and ). This heating makes the metal more malleable and easier to force through the die, reducing the required pressure and allowing for the creation of more complex shapes.
- For Plastics: The raw plastic pellets or granules are fed into a hopper at one end of the extruder. A long, rotating screw then transports these pellets down a heated barrel. The combination of friction from the screw’s movement and the external heaters melts the plastic, turning it into a homogenous, molten liquid ready for shaping.
- Forcing Through a Die: This is the heart of the extrusion process.
- In Metal Extrusion: The heated billet is transferred to the extrusion press. A powerful hydraulic ram then applies immense pressure (ranging from 100 to over 15,000 tons) to the billet, forcing it through the steel die. The die itself is a hardened steel disc with one or more openings that form the desired profile.
- In Plastic Extrusion: The molten plastic, propelled by the rotating screw, is forced through a die plate at the end of the barrel, emerging as a continuous profile.
- Cooling and Cutting: As the extrudate emerges from the die, it is guided onto a run-out table. It is then cooled in a controlled manner to solidify the shape and achieve the desired metallurgical properties (for metals) or physical characteristics (for plastics). Cooling methods include air quenching, water sprays, or immersion in a water bath. Once cooled, the long, continuous profile is stretched to straighten it and relieve internal stresses. Finally, it is cut to the required lengths, which can range from a few centimeters to several meters.
Types of Dies and Shapes Produced
The die is the most critical component in determining the final shape of the extruded part. Dies are meticulously engineered and machined from high-strength tool steel to withstand the extreme pressures and temperatures of the process. They can be categorized into three main types:
- Solid Dies: These are the simplest type and produce solid profiles, such as rods, bars, and angles.
- Hollow Dies (or Porthole Dies): These are more complex and are used to create hollow shapes like pipes, tubes, and square profiles. They work by splitting the material flow into separate streams and then welding them back together in a chamber before they exit the die.
- Semi-Hollow Dies: These are used for shapes that are partially enclosed, such as a C-channel with an overhanging feature.
The versatility of die design allows for an almost limitless variety of shapes, from simple circles and squares to incredibly intricate and multi-void hollow profiles designed for specific functions, like heat sinks or interlocking building systems.
What Materials Can Be Extruded?
A wide range of materials can be successfully extruded, each with unique properties that make them suitable for different applications. The choice of material is a critical decision that directly influences the process parameters, such as temperature, pressure, and extrusion speed.
Metals
- Aluminum: This is by far the most commonly extruded metal. Its combination of light weight, high strength-to-weight ratio, excellent corrosion resistance, and thermal conductivity makes it ideal for countless applications. Common alloys include 6061 for structural components and 6063 for architectural applications requiring a fine surface finish.
- Copper: Valued for its superior electrical and thermal conductivity, copper is extruded to create pipes, wires, rods, and busbars used in electrical wiring, plumbing, and heat exchangers.
- Steel: While more difficult to extrude than aluminum due to its higher melting point and strength, steel extrusion is used to create seamless pipes and complex profiles for automotive and industrial applications. Stainless steel, carbon steel, and alloy steels can all be extruded.
- Other Metals: Magnesium, titanium, lead, and zinc can also be extruded for specialized applications where their specific properties are required.
Plastics
Plastic extrusion is a high-volume process used to create a vast array of consumer and industrial goods.
- Polyvinyl Chloride (PVC): A versatile and cost-effective plastic, PVC is widely extruded to produce pipes, window frames, siding, electrical conduits, and decorative trim.
- Polyethylene (PE): This family of plastics includes High-Density Polyethylene (HDPE), used for durable pipes and containers, and Low-Density Polyethylene (LDPE), used for plastic films and bags.
- Acrylonitrile Butadiene Styrene (ABS): Known for its toughness and impact resistance, ABS is extruded into pipes, profiles, and sheets for automotive parts and consumer electronics.
- Other Plastics: Polypropylene (PP), Polystyrene (PS), Polycarbonate (PC), and Nylon are also commonly extruded to create everything from packaging and tubing to machine guards and structural components.
Ceramics and Other Materials
Extrusion is not limited to metals and plastics. Brittle materials like ceramics can be extruded by mixing ceramic powders with a plasticizer to form a paste. This paste is then extruded and fired in a kiln to create high-strength ceramic tubes, catalyst supports, and filters. Food products like pasta, breakfast cereals, and snacks are also made using extrusion technology.
How Material Choice Affects Process Parameters
The selected material dictates the entire setup of the extrusion process.
- Temperature: Metals require very high temperatures to become malleable, whereas plastics melt at significantly lower temperatures.
- Pressure: Harder materials like steel require much greater force from the hydraulic ram compared to softer materials like aluminum or plastics.
- Extrusion Speed: The speed at which the material can be pushed through the die varies. Softer aluminum alloys can be extruded faster than high-strength steel alloys.
- Die Design and Material: The die must be made from a material capable of withstanding the specific temperatures and pressures. Steel extrusion requires dies made from superior-grade tool steels compared to those used for plastics.
Types of Extrusion Processes
To accommodate the diverse range of materials and desired part complexities, several variations of the extrusion process have been developed.
- Hot Extrusion vs. Cold Extrusion: This is the most fundamental classification.
- Hot Extrusion is performed above the material’s recrystallization temperature. This makes the material easier to push through the die and allows for the creation of more intricate shapes. Most metals, such as aluminum, are hot extruded.
- Cold Extrusion is performed at or near room temperature. It requires higher pressures but results in parts with superior strength (due to work hardening), closer tolerances, and a better surface finish. It is often used for softer metals like aluminum, copper, and tin to produce parts like collapsible tubes (for toothpaste) and automotive components.
- Direct vs. Indirect Extrusion:
- Direct Extrusion (or Forward Extrusion) is the most common method. The billet is placed in a container, and a ram pushes it through the stationary die. A significant amount of friction exists between the billet and the container wall, which increases the required force.
- Indirect Extrusion (or Backward Extrusion) involves a hollow ram that holds the die. The ram moves into the stationary billet, forcing the material to flow backward through the die. This method eliminates the friction between the billet and the container, requiring less force. It generally produces parts with more consistent properties.
- Continuous vs. Semi-continuous Extrusion:
- Semi-continuous Extrusion, as described in the step-by-step process, uses individual billets to produce long but finite lengths of extrudate. This is the standard method for most metal extrusions.
- Continuous Extrusion aims to create an endless product. One method, known as the Conform process, uses a rotating wheel with a groove to continuously feed and compress feedstock (often powder or granules) and force it through a die. This is common in producing copper and aluminum wire. Plastic extrusion is also a continuous process.
- Hydrostatic Extrusion: In this process, the billet is completely surrounded by a pressurized fluid, which is then forced through the die. This fluid pressure eliminates friction between the billet and the container wall, allowing for the extrusion of brittle materials that might otherwise crack under the forces of direct extrusion.
- Impact Extrusion: A type of cold extrusion where a slug of material is placed in a die and struck by a punch at high velocity. The material is forced to flow backward around the punch, forming a thin-walled, hollow shape. This method is used to rapidly produce items like aluminum beverage cans and battery casings.
Advantages of Extrusion
The widespread adoption of extrusion across numerous industries is a testament to its significant advantages over other manufacturing methods.
- Ability to Produce Complex Cross-Sections: This is arguably the most significant benefit. Extrusion can create intricate profiles, including complex hollow shapes, that would be difficult or impossible to produce economically using other methods.
- Excellent Surface Finish: Extruded parts typically have a very smooth and consistent surface finish, often eliminating the need for secondary finishing operations.
- Material Efficiency and Reduced Waste: Extrusion is a near-net-shape process. The material is formed into the final profile in one pass, generating very little scrap compared to subtractive methods like machining, which cut away significant amounts of material.
- High Production Rates: Especially for plastics and some metals like aluminum, extrusion is a continuous or semi-continuous process that can produce large quantities of product quickly and efficiently, leading to lower per-part costs.
- Consistency and Repeatability: Once the die is perfected, the extrusion process can produce thousands of meters of product with a perfectly consistent cross-section, ensuring high part-to-part repeatability.
- Enhanced Strength: For metals, the extrusion process can improve the grain structure and mechanical properties of the material, resulting in stronger and more durable parts.
Common Industrial Applications of Extrusion
The versatility of extrusion makes it a foundational process in nearly every major industry.
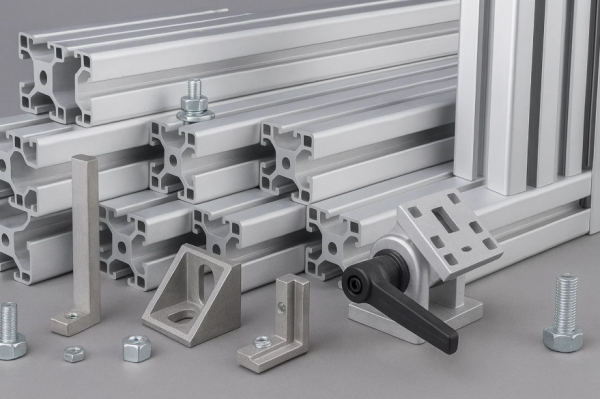
- Construction: The construction industry is a massive consumer of extruded products. Aluminum extrusions are used for window and door frames, curtain wall systems, railings, and structural components. PVC is extruded for pipes, conduits, siding, and decking.
- Automotive: In the quest for lighter, more fuel-efficient vehicles, aluminum extrusions are used for vehicle frames, body panels, trim, and battery enclosures for electric vehicles. Plastic extrusions are used for seals, tubing, and interior trim.
- Electronics: Aluminum’s excellent thermal conductivity makes it the perfect material for extruded heat sinks, which are essential for cooling CPUs, LEDs, and other electronic components. Plastic extrusions form housings and enclosures for various devices.
- Aerospace: Lightweight, high-strength aluminum and titanium extrusions are used for aircraft structural parts, such as stringers, spars, and seat tracks, where reducing weight without compromising safety is critical.
- Consumer Goods: From the frame of a shower door to the plastic tubing in a refrigerator’s ice maker and the aluminum body of a high-end laptop, extruded parts are ubiquitous in the products we use every day.
Extrusion vs. Other Forming Techniques
Choosing the right manufacturing process requires comparing the strengths and weaknesses of each option.
- Comparing Extrusion to Casting, Forging, and Machining:
- vs. Casting: Casting involves pouring molten material into a mold. While excellent for creating very complex, three-dimensional shapes, casting typically results in a poorer surface finish and less precise dimensional tolerances than extrusion. Extrusion is limited to 2D cross-sections but offers superior strength and surface quality.
- vs. Forging: Forging shapes metal using compressive forces (hammering or pressing). It produces parts with exceptional strength and fatigue resistance. However, forging is generally more expensive and less capable of producing the long, continuous, and intricate profiles that are the hallmark of extrusion.
- vs. Machining (CNC): CNC machining is a subtractive process that cuts a part from a solid block of material. It offers incredible precision and can create virtually any geometry. However, it can be slow and generate significant material waste, making it expensive for high-volume production of parts with a constant profile. Extrusion is far more material-efficient and faster for such parts.
- When to Choose Extrusion: Extrusion is the ideal choice when you need a part with a constant cross-section, particularly if that profile is complex. It excels in medium-to-high volume production where the initial cost of the die can be amortized over many parts. It is also the preferred method for creating long, linear components.
- Cost and Production Volume Considerations: The primary upfront cost in extrusion is the creation of the die, which can range from several hundred to many thousands of dollars depending on its complexity. This makes extrusion less economical for very small, one-off production runs. However, for medium to large volumes, the high production speed and low material waste make the per-part cost extremely competitive.
Design Considerations for Extruded Parts
To get the most out of the extrusion process, designers must consider several key factors during the product development phase.
- Cross-Section Complexity: While extrusion can produce highly complex shapes, simpler, more symmetrical designs are generally easier and less expensive to extrude. Avoid extremely thin walls, deep, narrow channels, and sharp corners, which can be difficult to fill and can lead to die failure.
- Tolerances Achievable: Extrusion can hold reasonably tight tolerances, but they are not as precise as those achievable with CNC machining. Standard tolerances for aluminum extrusions are typically around ±0.1mm to ±0.5mm, depending on the feature and overall size of the profile.
- Material Selection: The choice of material alloy (for metals) or polymer grade (for plastics) is critical. This decision impacts not only the final part’s properties (strength, corrosion resistance, etc.) but also its extrudability and cost.
- Surface Finish Requirements: Extruded parts have a naturally good surface finish. However, if a specific aesthetic or functional finish is required (e.g., matte, brushed, or highly polished), this should be specified.
- Post-Extrusion Treatments: Many extruded parts undergo secondary operations to become finished products. These common treatments include:
- Cutting: Precisely cutting the long extrusions to their final length.
- Anodizing: An electrochemical process for aluminum that creates a durable, corrosion-resistant, and decorative oxide layer.
- Powder Coating: Applying a dry powder that is then cured with heat to form a hard, protective, and colorful finish.
- CNC Machining: For features that cannot be created by the die, such as holes, threads, pockets, and precision end cuts, CNC machining is often used as a vital secondary process.
The Synergy of Extrusion and CNC Machining
While extrusion is a powerful process for creating linear profiles, it’s the combination with precision CNC (Computer Numerical Control) machining that unlocks its full potential. An extruded profile is often just the starting point—a near-net shape that requires further refinement to become a functional component. This is where the synergy between the two processes becomes invaluable. CNC machining can add complex features to an extruded profile with incredible accuracy, such as:
- Drilling and Tapping: Creating precise holes and internal threads for assembly.
- Milling: Machining pockets, slots, chamfers, and complex contours.
- Precision Cutting: Achieving highly accurate lengths and mitered ends that are beyond the capability of standard extrusion saws.
By starting with a custom extrusion, manufacturers can drastically reduce the amount of material that needs to be machined away, saving significant time, cost, and material waste compared to machining the same part from a solid block of stock.
Partner with Ares Precision for Your Manufacturing Needs
Understanding the intricacies of processes like extrusion is the first step. The next, and most critical, is partnering with a manufacturing expert who can translate your designs into high-quality, finished components. While extrusion provides an efficient way to create custom profiles, these profiles almost always require the precision of CNC machining to meet their final specifications.
At Ares Precision, we specialize in providing professional, high-quality CNC machining services right here in Malaysia. We understand the entire manufacturing ecosystem and frequently work with extruded materials, transforming them from raw profiles into finished parts ready for assembly. Our state-of-the-art equipment and experienced team can add the critical features—the precise holes, threads, pockets, and finishes—that turn a simple extrusion into a complex, functional component. Whether you are in the automotive, electronics, construction, or consumer goods industry, we have the expertise to deliver parts that meet the most stringent quality standards. Don’t let your project be limited by a single process. Leverage the combined power of efficient material forming and precision machining.
Contact Ares Precision today to discuss your next project and discover how our expert CNC machining services can bring your designs to life.
